











Açıklama :
Enjeksiyon kalıplama, erimiş plastiği özenle tasarlanmış bir kalıba enjekte eden, plastiğin soğuduğu ve belirtilen parça veya ürüne sertleştiği yüksek hassasiyetli bir üretim sürecidir. Parça daha sonra ya nihai ürün olarak ya da ikincil bitirme için gönderilen nihai ürün olarak kalıptan çıkarılır.
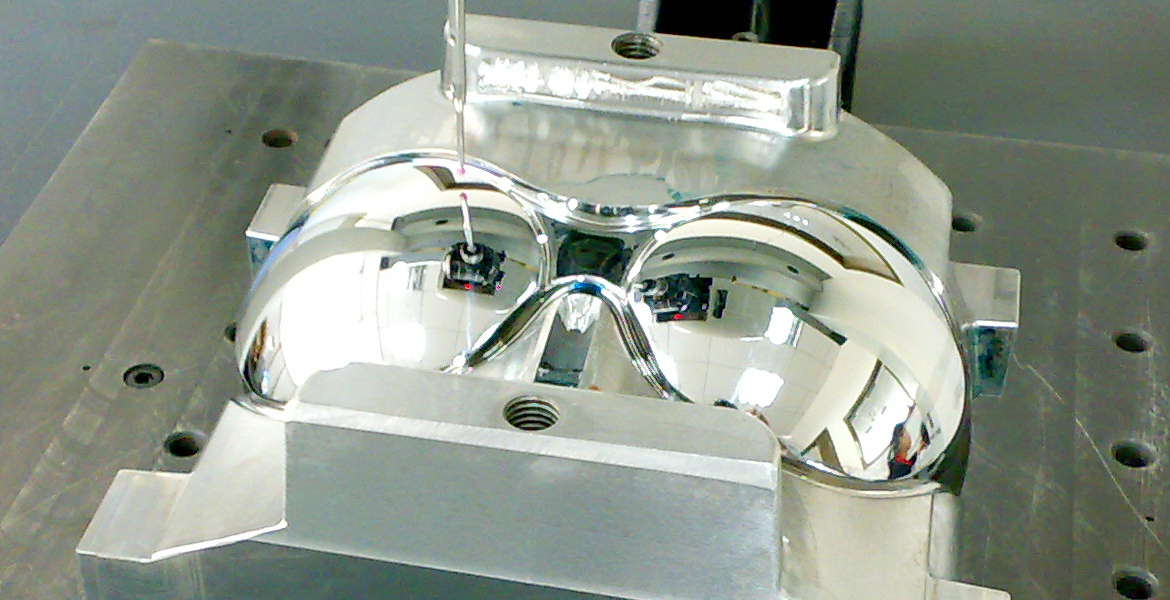
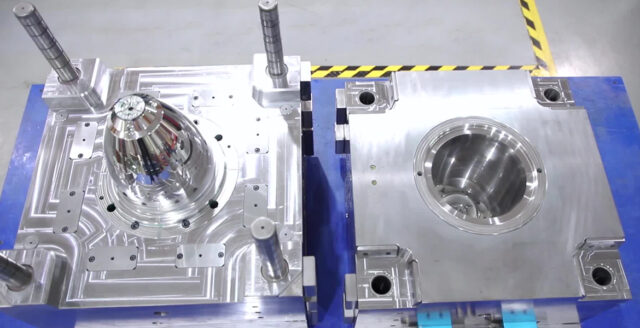
Enjeksiyon kalıbı iki parçadan oluşur: kalıp göbeği ve kalıp boşluğu. Bu iki parçanın kalıp kapatıldığında oluşturduğu boşluğa parça boşluğu (erimiş plastiği alan boşluk) denir. Üretim ihtiyaçlarına bağlı olarak, aynı işlem sırasında birden fazla özdeş parça (100 veya daha fazla) oluşturmak için “çok boşluklu” kalıplar tasarlanabilir.
Kalıbın ve çeşitli bileşenlerinin (takım olarak adlandırılır) tasarımı, dar boyutlarda en kaliteli parçaları üretmek için yüksek hassasiyet ve bilimsel bilgi birikimi gerektiren oldukça teknik ve genellikle karmaşık bir süreci temsil eder. Örneğin, birlikte çalışan bileşenlerin erken aşınmaması için uygun çelik kalitesi seçilmelidir. Aşınma ve tokluk arasındaki uygun dengeyi korumak için çelik sertliği de belirlenmelidir. Su hatları, soğutmayı en üst düzeye çıkarmak ve bükülmeyi en aza indirmek için iyi yerleştirilmelidir. Takım mühendislerinin ayrıca uygun doldurma ve minimum döngü süreleri için kapı/yolluk boyutlandırma özelliklerini hesaplamaları ve programın ömrü boyunca takımların dayanıklılığı için en iyi kapatma yöntemlerini belirlemeleri gerekir.
Enjeksiyon kalıplama işlemi sırasında erimiş plastik, “yolcular” adı verilen kanallardan kalıp boşluğuna akar. Akış yönü, her kanalın sonundaki “kapı” tarafından kontrol edilir. Yolluklar ve kapılar sistemi, plastiğin eşit dağılımını ve ardından soğutmayı sağlamak için dikkatlice tasarlanmalıdır. Soğutma kanallarının suyu sirküle etmek için kalıp duvarlarına uygun şekilde yerleştirilmesi, homojen fiziksel özelliklere sahip bir nihai ürün oluşturmak ve tekrarlanabilir ürün boyutları ile sonuçlanan soğutma için de gereklidir. Düzensiz soğutma, tekrarlanabilirliği etkileyen zayıf alanlar olan “sıcak noktalar” olarak adlandırılan kusurlara neden olabilir.
Genel olarak, daha karmaşık enjeksiyon kalıplı ürünler daha karmaşık kalıplar gerektirir. Bunlar genellikle, tipik olarak daha fazla kalıp bileşeni gerektiren alttan kesmeler veya dişler gibi özelliklerle ilgilenmelidir. Karmaşık geometri oluşturmak için bir kalıba eklenebilecek başka bileşenler de vardır; dönen cihazlar (mekanik raflar ve dişliler kullanan), döner hidrolik motorlar, hidrolik silindirler, yüzer plakalar ve çok biçimli kızaklar sadece bazı örneklerdir.
Takımlamanın Ana Aşamaları
Aşama 1: Üretilebilirlik ve Fizibilite
Bu ilk aşamada, tasarım mühendisleri, takım mühendisleri, malzeme mühendisleri, imalat mühendisleri, kalite mühendisleri ve laboratuvar teknisyenleri, ürün özelliklerini, kalıp bileşeni işlevselliğini, kalıp malzemelerini, operasyonel kısıtlamaları ve gerekli tüm ürün iyileştirmelerini ve iyileştirmelerini belirlemek için birlikte çalışır. Ekip, özellikle, zayıf çelik koşullarına neden olabilecek veya kaldırıcılar, kızaklar ve diş açma/diş açma gibi özel takım özellikleri gerektirebilecek parça geometrisi veya toleransındaki olası sorunları arar. Uygun kalıp çeliği seçilebilmesi ve kalıp soğutmasının gözden geçirilebilmesi için seçilen reçinenin fiziksel ve kimyasal özellikleri de değerlendirilir. Uygun havalandırma konumlarını belirlemeye ek olarak, en iyi kapı ve kapı konumlarını belirlemek için kalıp akışı değerlendirmesi de yapılır.
Üretilebilirlik incelemesi, standart plastik tasarım uygulamalarının onaylanmasını ve mümkün olan en sağlam tasarımı oluşturmak için takım ayrıntılarının dahil edilmesini içerir. Takım özellikleri ve takım kaynakları kesinleştirilir ve satın alınan bileşen kaynakları kalifiye edilir. Kapsamlı bir süreç hatası modu etkileri analizi (PFMEA) da tamamlanmıştır.
2. Aşama: Tasarım
Kalıp kenarlarını ve çelik boyutlarını belirlemek için ön 2D ve 3D tasarım modelleri oluşturulur. Bunlar gözden geçirilip onaylandıktan sonra detaylı tasarım tamamlanır.
Aşama 3: Nihai Tasarım Spesifikasyonları
Takım oluşturucuya, kalıp yapımı için takım tasarım özellikleri verilir. Son ayarlamalar ve modifikasyonlar, üretilebilirlik ve kritik boyut gereksinimlerine özel dikkat gösterilerek şirket içinde yapılır.
Aşama 4: Birincil ve İkincil Araçların İnşası
Detaylı takım çizimleri tamamlanır ve inşaat standartları gözden geçirilir ve doğrulanır. Takım üreticisinin ilerlemesi yakından izlenir ve yerinde toplantılar yapılır. Tamamlanan kalıp, kapsamlı bir kontrol listesine göre incelenir.
Aşama 5: İlk Numune için Aleti Şirkete Getirin
İmalat departmanı tarafından kabul edilebilir bir kalıplama süreci oluşturulur. İşleme parametreleri tavsiye edilir ve belirlenir. Bilimsel kalıplama uygulamaları kullanılarak ilk numune alımı yapılır; Kalıptaki boşluk basınç transdüserleri, zaman içinde doldurma profilini doğru bir şekilde belirler. Örnek parçalar niteliklidir.
6. Aşama: Herhangi Bir Son Takım Düzeltmesi Yapın
Gerekli proses ayarlamaları gerektiği gibi yapılır. Takım yapımı doğrulanır ve süreç detaylandırılır ve belgelenir, böylece gelecekte minimum kurulum süresi ile kullanılabilir. Mükemmel parçalar yeniden örneklenir ve müşteriye sunulur. Müşteriden nihai onay alındıktan sonra üretim süreci başlatılır.
Çelik ve Alüminyum
Çoğu kalıp, sertleştirilmiş veya önceden sertleştirilmiş çelikten yapılır. Sertleştirilmiş çelik (işlemeden sonra ısıl işlem görmüş), önceden sertleştirilmiş çeliğe kıyasla üstün aşınma direncine sahiptir ve daha uzun ömürlüdür. Çelik kalıplar, alüminyum gibi diğer malzemelerden yapılan kalıplardan daha pahalı olmasına rağmen, daha dayanıklıdır ve değiştirilmeleri gerekmeden önce daha yüksek bir üretim oranını destekler.
Tasarım mühendisleri, çelik sertliğine karşı çelik kırılganlığını hesaba katmalıdır. Daha sert çelik daha kırılgandır ve bu nedenle yandan yüklemeye veya darbeye maruz kalan kalıp bileşenleri için iyi bir seçim değildir, çünkü esnerse çatlayacaktır. Aletleri zamanından önce aşındırabilen cam dolgulu malzemelerin kalıplanması için daha sert çelik de gereklidir; aşınma, yolluk sistemleri ve kapılar üzerinde de ağır olabilir.
Hızlı soğutma özelliklerinden dolayı, bazen takımlama için alüminyum kullanılır. Ayrıca, işlenmesi çelikten daha kolay olduğu için kalıbın yapımı için gereken süreyi azaltabilir ve daha hızlı geri dönüş ve üretim döngüleri sağlar. Bununla birlikte, çelikten daha yumuşak olduğu için, sertleştirilmiş alüminyumun bile kaynaklanması daha zordur, bakımı zordur ve daha hızlı aşınır; bu da onu prototipler ve kısa tirajlar için en uygun hale getirir. Ürüne ve kalıp tasarımına bağlı olarak, bazen çoğunlukla çelik olan ancak ısıyı aktarmak için düşük aşınmalı alanlarda alüminyum kullanan hibrit kalıplar yapılabilir.
Alüminyum, erken aşınma nedeniyle karmaşık parçalar veya daha sert, cam dolgulu plastikler için iyi bir seçim değildir. Bakır alaşımları bazen hızlı ısı dağılımı gerektiğinde alüminyum yerine kullanılır.
Hem çelik hem de alüminyum kalıplar, özellikle cam elyaf takviyeli plastikleri kalıplarken, aşınma direncini artırmak ve sürtünmeyi azaltmak için özel malzemelerle kaplanabilir ve bu da takımların daha uzun ömürlü olmasını sağlar. Yaygın kaplamalar nikel-bor ve nikel-teflondur (0.0002 ila 0.0004 inç kalınlığında).
Kalıp Tasarımının Temel Bileşenleri
kapılar
Kapılar, erimiş plastiğin akışını kalıp boşluğuna yönlendiren yollukların sonundaki açıklıklardır. Kapılar, parça tasarımına ve reçine malzemesine bağlı olarak boyut ve şekil bakımından farklılık gösterir. Tasarım mühendisleri, optimum akış, dolum basıncı, soğutma süresi ve boyutlar/tolerans elde etmek için kapı tiplerini ve konumlarını belirlemek için bir dizi faktörü hesaba katmalıdır. Kapıların parça performansını veya görünümünü (akış izleri, büzülme, eğrilme) etkilemeyecekleri yerlere yerleştirmek önemlidir.
Taslak
Kalıp tasarımının göz ardı edilemeyecek bir yönü, nihai ürünün parça yüzeyine zarar vermeden kalıptan kolayca çıkarılmasıdır. Bu, kalıbın duvarlarına bir taslak açısı veya koniklik uygulanarak gerçekleştirilir. Draft açısının miktarı veya derecesi, parçanın tasarımı, malzeme, kalıp boşluğunun derinliği, yüzey kalitesi, doku ve büzülme miktarı gibi çeşitli faktörlere bağlıdır. Tipik olarak kalıbın yan duvarlarına sadece birkaç derecelik bir açı uygulanır ve kalıp açıldığında parçanın kolayca çıkarılabilmesi için yeterli alan yaratır. Genel olarak, boşluk ne kadar derin olursa, o kadar fazla çekim gerekir. Taslak açıları tipik olarak yaklaşık 1 ila 5 derece arasında değişir.
Bitiş ve doku
Kalıp soğutma ve parça soğutma, yüzey kalitesini belirlemek için kritik öneme sahiptir. Örneğin, yüzde 50 cam dolgulu reçinede pürüzsüz bir yüzey kalitesi, uygun sıcaklık kontrolüne bağlıdır. Yüzeyin reçine açısından zengin olması ve parçada biraz daha derinde bulunan cam elyafı olması gerekir, bu da daha sıcak bir kalıp gerektirir – bu aynı zamanda soğumasının yaklaşık yüzde on daha uzun sürdüğü anlamına gelir.
Kalıplar ayrıca kalıp yüzeyine bir doku veya desen uygulamak üzere tasarlanabilir – bu, örneğin plastikte şirket logosu oluşturarak montaj adımlarını gerçekten ortadan kaldırabilir. Doku ayrıca daha iyi kavrama veya sürtünmeden kaynaklanan daha az aşınma gibi daha iyi ürün işlevi sağlayabilir. Doku türleri arasında mat, parlak, grafikler, tahıllar, logolar ve geometrik desenler bulunur. Dokunun tipine, derinliğine ve konumuna bağlı olarak, kalıp tasarım sürecinde belirlenen parça çıkışını kolaylaştırmak için draftın ayarlanması gerekebilir.
Üretilebilirlik ve Yaşam Döngüsü Maliyetleri
Kalıp tasarımının ve aletlerin temel amacı, yüksek üretilebilirliğe sahip bir ürün yaratmaktır – basit ve verimli, uzun ömürlü, kullanımı ve bakımı kolay ve tüm müşteri özelliklerini mümkün olan en düşük maliyetle karşılayan yüksek kaliteli bir süreç. Bu beklentilerin karşılanması, her müşterinin ihtiyaçları için en iyi takımlama seçeneğinin tasarlanmasına bağlıdır.
Bunu başarmak için, en erken tasarım aşamalarında takım kararları verilmelidir. Takım üreticisi, ürün tasarımı, istenen toleranslar, takım tasarımı, seçilen malzemeler ve ilgili maliyetler hakkında gerçekçi bir işleme perspektifi sağlamak için mümkün olduğunca erken dahil edilmelidir. Bu adımı önceden almak, boşa harcanan çabayı ve yeniden çalışmayı ortadan kaldırmanın en iyi yoludur, bu da takım bütçesine önemli bir maliyet getirir. Parça tasarımı ve takım tasarımı birbirine bağlıdır ve bu nedenle mümkün olduğunda aynı anda yapılmalıdır.
Müşteriler her zaman maliyetle ilgilenirler. Sonuçta, alet yapımı, üretim sürecindeki en yüksek masraflardan biridir. Her parçanın uygun şekilde tasarlanması, oluşturulması ve kullanılması, en son gelişmiş tasarım ve üretim teknolojilerinden yararlanan çok yetenekli bir mühendis ve teknisyen ekibi gerektirir. Bununla birlikte, tasarım sürecinin başlarında malzeme seçimi ve tasarım değiş tokuşları konusunda akıllıca kararlar veren deneyimli, verimli bir takım ekibiyle yakın çalışarak işçilik maliyeti optimize edilebilir.
Maliyetleri önceden azaltmak için, bazı şirketler en düşük teklifi arayarak fiyata göre takım satın alır. Düşük kalite, zayıf tekrarlanabilirlik, yetersiz takımlama, uygun olmayan malzemeler, düşük operasyonel beceriler ve atık/yeniden işleme dahil olmak üzere düşük top işleme/takımlama tekliflerinin arkasında genellikle pek de iyi olmayan bir neden vardır.
Son teslim tarihini aşmaya çalışan diğer şirketler, “işlerin yolunda gitmesini” umarak hızlı bir şekilde bir alet satıcısı seçebilirler. Bununla birlikte, tipik olarak, durum tespiti eksikliği, düzeltilmesi çok daha uzun süren gözden kaçmalara veya kesintilere yol açar. Acele etmek, ilk çekimlerin hızlı bir şekilde tamamlanmasını sağlasa da, son gönderimin daha hızlı olmayacağı ihtimali vardır.
Takım bütçeniz için maksimum değeri elde etmenin en iyi yolu, ön maliyetleri değil, yaşam döngüsü maliyetlerini dikkate almaktır. Nihai hedef kalite ve tekrarlanabilirliktir. Bu, müşterinin ihtiyaçlarını, ürün hedeflerini ve üretim beklentilerini tam olarak anlamak için zaman alan ve bu ihtiyaçları karşılamak için mümkün olan en iyi kalıp/takım paketini tasarlayan deneyimli bir enjeksiyon kalıpçısı ile çalışarak elde edilir. Kaliteli takım için ön maliyetler, daha ucuz satıcılar veya açık deniz tedarikçileri ile karşılaştırıldığında daha yüksek olabilir, ancak geri ödeme, daha yüksek kalite, daha az kusur, daha fazla verim, daha uzun ömürlü ekipman ve takım yatırımınızdan daha iyi geri dönüş ile hızlı bir şekilde gelir – sonuçta lider, sonuçta , daha yüksek müşteri memnuniyeti ve sadakatine.
Detaylar
| Lokasyon : Türkiye ve Tüm Dünya | |
| Malzeme : Plastik ve Metal | |
| Üretim : Kalıp tasarımı | |
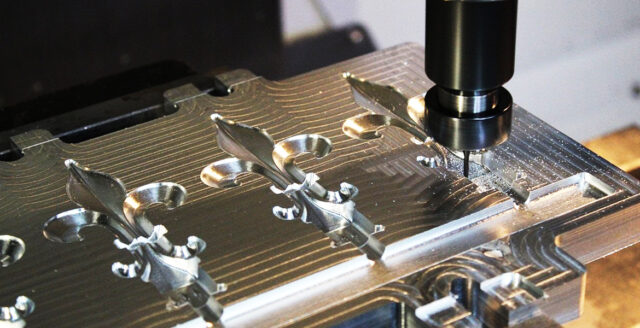
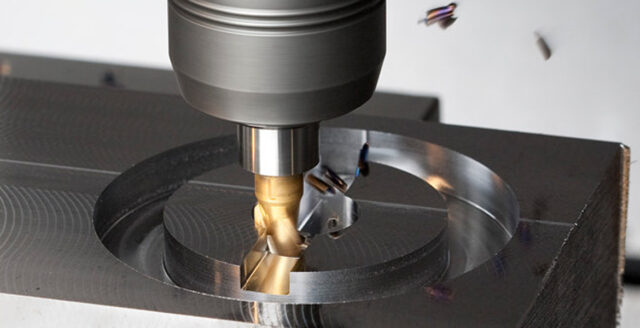
| CNC : Çok eksenli İşleme | |
| Kategori : Kalıp Sanayi, |




